The Project
Industry
Robotics & Intelligent Automation – Battery Manufacturing
CAPABILITIES APPLIED
An electric vehicle manufacturer needed to design and validate a high-volume battery pack assembly system capable of producing over 150,000 packs per year in a cost-effective manner that would support their low-cost EV business model. The project required simultaneous development of both the battery pack product and the assembly line itself, presenting significant technical and operational complexity. The manufacturer was moving into a brownfield facility with space and infrastructure constraints, requiring careful balance between automation investment and manual labor while meeting aggressive throughput targets and CapEx limitations.
The automation approach faced multiple technical challenges: validating high-payload robotic operations for precise module placement at production speeds, integrating safety systems with AGV-based material flow, and developing reusable automation architectures that could scale across multiple assembly stations. With a 200 kg robot operating near its performance envelope, the team needed to achieve repeatable, high-speed placement without compromising accuracy or safety. Early limited access to actual battery pack trays and modules added complexity, requiring creative solutions to advance end-effector design and robot programming while product designs remained fluid. The project demanded tight integration between battery pack design, assembly line architecture, conveyor systems, AGV positioning, and safety zoning while maintaining flexibility as requirements evolved and ensuring the automation concepts could be validated for technical feasibility and provide a foundation for future production deployment decisions.
Re:Build Manufacturing developed and validated a comprehensive battery pack assembly automation solution through seamless collaboration across engineering disciplines. To support the customer’s aggressive automation goals, Re:Build proactively recommended establishing a proof-of-concept robotic cell early in the program to mitigate technical risk and accelerate readiness for the full assembly line. From the earliest concepts, the team applied disciplined Manufacturability for Design™ principles and Lean methodologies, ensuring product design and assembly line development advanced in parallel while creating reusable automation foundations that could scale from demonstration to production.
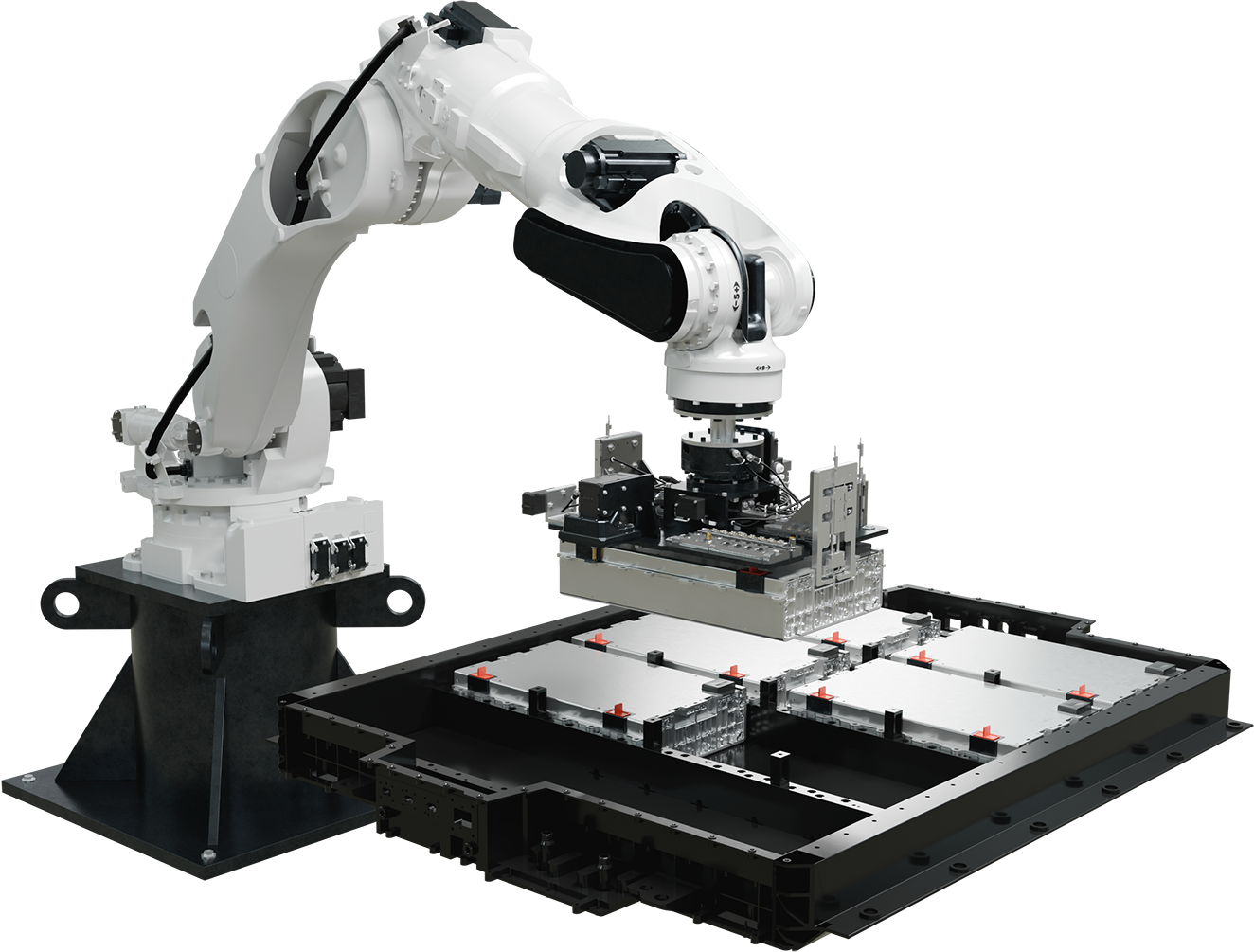
Re:Build designed and built a complete proof-of-concept robotic cell to validate the largest robot planned for the battery pack assembly system. The cell featured a large-format, high-payload industrial robot, with full guarding, safety systems including light curtains and interlocks, integrated conveyors for material flow, and live AGV interaction validated in simulated production workflows. The POC confirmed payload capacity, reach, speed, repeatability, and safe interaction with AGV-based material handling for both tray handling and module placement operations. Critically, the team developed this cell over a three-month timeline, establishing foundational robot programming, safety architectures, and motion profiles that could be directly leveraged across multiple stations in the broader assembly system. Video documentation of repeatable operations provided clear technical validation for customer review and decision-making.
Re:Build developed custom end-of-arm tooling for both tray handling and precise module placement, accommodating large, heavy components with tight placement tolerances while operating at the robot’s performance limits. The EOAT design incorporated compliance strategies to absorb positioning variations and ensure consistent, repeatable placement on tray interface pins. To accelerate development despite limited access to production hardware, the team created wooden tray mockups and 3D-printed module surrogates, enabling iterative tooling design, programming validation, and motion studies to progress in parallel with product development. Additionally, laser-based tooling was integrated at the end effector to simulate torque gun behavior, allowing early development of fastener location programming and motion optimization before actual fastening equipment was available.
Recognizing the risk of operating a large robot near capacity limits, Re:Build adopted an incremental validation approach that began with conservative motion profiles using surrogate hardware and systematically increased speed and complexity as confidence was gained. The team started with basic placement operations using wooden trays and 3D-printed modules to establish general positioning capabilities, then transitioned to actual production components to validate tolerances and pin placement accuracy. Through careful tuning of acceleration profiles, path planning, and compliance behavior, the robot was progressively ramped to full takt-time operation while maintaining placement precision and stable end-effector control. This risk-reduction methodology allowed the team to identify and resolve motion-related issues early, validate repeatability across hundreds of cycles, and establish proven motion parameters that could be reused in production stations.
Re:Build integrated complete material flow validation into the POC cell, including live AGV interaction that simulated production-level handoffs between automation stations. Working directly with the AGV supplier, the team laid out travel paths on the facility floor, programmed AGV positioning and indexing sequences, and validated safety system behavior during AGV entry and exit from the robotic cell. The integration testing confirmed that light curtains, safety interlocks, and fault response protocols functioned correctly during dynamic AGV movement, ensuring the cell could safely receive incoming trays, perform robotic operations, and release completed assemblies without operator intervention. This early validation of robot-AGV coordination reduced uncertainty around one of the most complex aspects of the planned assembly line architecture.
Re:Build applied its Manufacturability for Design (MFD) approach by integrating manufacturing and automation engineers directly into battery pack design development through multiple weekly working sessions. This structure ensured design decisions were informed by real-world assembly constraints, automation feasibility, and production scalability from the outset. The electronics and wire harness design team, along with the mechanical structures and cooling system design team, shared evolving CAD models through common PDM vault access. The automation team reviewed design updates, evaluated assembly implications, and provided feedback on tolerances, fastener accessibility, adhesive application areas, and component orientation. This bidirectional collaboration meant product designs incorporated automation-friendly features, such as optimized hole locations and grab surfaces, while assembly line concepts adapted to accommodate design constraints. A chief engineer coordinated technical decision-making and maintained an action item database across all teams, ensuring alignment and rapid resolution of integration challenges.
Beyond the robotic POC cell, Re:Build designed a comprehensive battery pack assembly line architecture capable of producing over 150,000 packs annually within the customer’s brownfield facility. The line design incorporated both standard-range and extended-range pack production with minimized changeover complexity, achieving this through careful SKU reduction and process commonization that emerged from the MFD/DFA collaboration. The team developed detailed designs for individual assembly stations, material flow paths, quality control checkpoints, and end-of-line testing integration while balancing automation investment against manual operations to meet both cost and throughput objectives. Multiple site visits to the customer’s facility enabled the Re:Build team to work directly with facility and operations staff, walking the floors to identify column spacing, floor loading requirements, utility infrastructure, and potential upgrade needs. This comprehensive line design approach ensured the POC robotic cell concepts could inform future production-ready assembly system deployment.
Beyond the robotic POC cell, Re:Build designed a comprehensive battery pack assembly line architecture capable of producing over 150,000 packs annually within the customer’s Brownfield facility. The line design incorporated both standard-range and extended-range pack production with minimized changeover complexity, achieving this through careful SKU reduction and process commonization that emerged from the MFD/DFA collaboration. The team developed detailed designs for individual assembly stations, material flow paths, quality control checkpoints, and end-of-line testing integration while balancing automation investment against manual operations to meet both cost and throughput objectives. Multiple site visits to the customer’s facility enabled the Re:Build team to work directly with facility and operations staff, walking the floors to identify column spacing, floor loading requirements, utility infrastructure, and potential upgrade needs. This comprehensive line design approach ensured the POC robotic cell concepts could inform future production-ready assembly system deployment.
Our integrated approach brought together multiple specialized teams for overall pack design and program management, electronics and harness integration, mechanical structures and thermal systems, and assembly automation, which were all coordinated through a central program management office and chief engineer. Weekly program manager meetings aligned schedules, budgets, and changing requirements across organizations, while technical teams conducted detailed breakout sessions to resolve specific integration challenges. This structure eliminated the coordination friction typical of multi-vendor projects, enabling faster decision-making and maintaining live alignment as both product and line designs evolved. The collaborative framework meant automation constraints informed product design decisions in real-time, while product design evolution immediately flowed into updated automation concepts, creating a truly integrated development process that compressed timelines and reduced technical risk.
Industrial Automation
Comprehensive battery pack assembly automation solution

Comprehensive battery pack assembly automation solution

Production-Representative Validation Cell
Fully functional robotic cell validated high-payload automation at production speeds, de-risking future deployment.
Precision End-of-Arm Tooling for Heavy Payloads
Adaptive tooling achieved tight placement tolerances for large, heavy battery modules and trays.
Conservative to Full Takt-Time
Progressive motion tuning ramped from safe initial speeds to production-relevant cycle times.
Live AGV Interaction Testing
Demonstrated safe robot-AGV coordination with validated travel paths and safety zoning.
Integrated Design Sessions
Parallel product and line design optimized manufacturability and minimized assembly complexity.
150,000+ Packs/Year Designed Capacity
Re:Build Coordinated execution across battery design, automation, and manufacturing teams under single program leadership.
The proof-of-concept robotic cell successfully demonstrated repeatable module pick-and-place operations using a 200 kg robot, ramping motion speeds from conservative initial profiles to full takt-time placement while maintaining accuracy and stable end-effector control. Video documentation provided clear evidence of robot sizing, reach, speed, repeatability, and safety behavior, enabling confident technical decision-making.
By validating high-payload robotic automation early, the POC eliminated critical uncertainties around robot sizing, safety architecture, and AGV integration strategy. The customer gained tangible insight into cost, risk, and scalability tradeoffs, reducing downstream execution risk even as their strategy evolved toward alternative battery sourcing approaches.
The team established foundational robot programs, EOAT designs, safety architectures, and motion profiles that could be directly applied to future production deployment. These proven concepts enable future battery assembly projects to start from validated baselines rather than assumptions, compressing development timelines and increasing deployment confidence.
Re:Build built approximately 70 battery packs manually using production-intent processes, providing physical hardware for design validation testing. These packs informed final assembly line design decisions and demonstrated Re:Build’s ability to progress from clean-sheet concepts to physical product delivery in a tight timeframe.
Beyond the POC cell, Re:Build delivered complete assembly line designs capable of supporting 150,000+ packs/year capacity, incorporating optimized station layouts, material flow strategies, and process commonization between product variants, all designed within brownfield facility space and infrastructure constraints.
Structured 3P and 2P events involving multiple Re:Build companies and customer staff resulted in optimized facility layouts, AGV travel paths, material delivery strategies, and station designs that incorporated diverse perspectives and real-world operational constraints. The collaborative approach generated layouts superior to any single-team proposal.
Simultaneous product and assembly line design, enabled by tight MFD/DFA collaboration across our integrated teams, eliminated sequential handoffs and accelerated overall program maturity. Weekly cross-company design reviews with shared CAD access ensured product manufacturability was built in from the start rather than discovered late in development, delivering production-ready designs even though full line construction was deferred.
Re:Build leveraged mature relationships within the battery cell supply chain to connect the customer with qualified cell suppliers meeting country-of-origin regulatory requirements, addressing a critical gap the customer had struggled to fill independently. This strategic sourcing capability complemented technical design and manufacturing expertise.
The entire program, from battery pack design through assembly line development to prototype pack production — was executed domestically with U.S.-based engineering and manufacturing resources, providing supply chain security and eliminating geopolitical risks associated with overseas dependencies.